MINIMAC® 55
With the new Minimac
® 55, you no longer have to sacrifice
performance for price. This powerful, compact design is the first eddy
current tester to offer the robust capabilities of our top of the line
Multimac
®, yet is much more affordable than you might think.
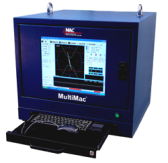
The Minimac
® 55 features MAC’s proprietary Multimac
®
performance, operates at speeds over 4000 f.p.m, takes up less space,
does not require cooling, and is offered at a price you’d expect to pay
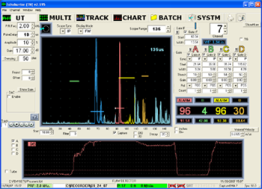
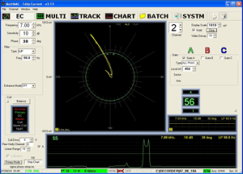
for a limited capability unit. Designed with software controls for all
functions including phasing, filtering and sensitivity. Separate
full-color polar and linear monitor display of real time, true wave form
signals enables on-site or remote location review, end suppression and
defect tracking. The Minimac
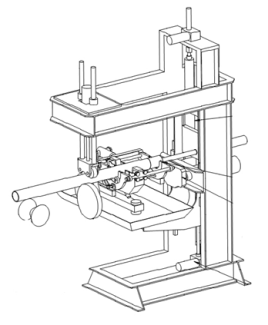
® 55 can also be interfaced with any of MAC’s full line of coils, coil platforms and accessories.
Typical Applications:
• Detect short surface and some subsurface defects, including laps, slivers and cracks
• Test magnetic and non-magnetic grades
• Find weld line faults, including short ID or OD defects
• Check continuity and locate welds in single and multi-conductor insulated wire and cable
• Test cut lengths or continuous product, on-line or off-line
• Detect magnetic inclusions with MID version of Minimac
®
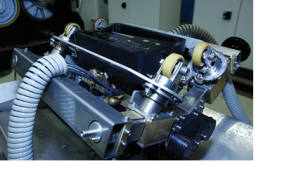
Minimac® 55





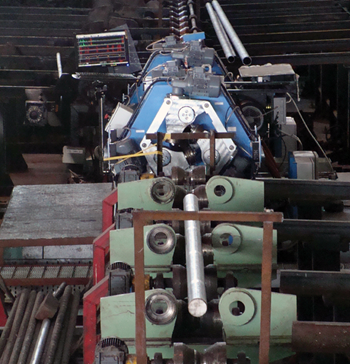
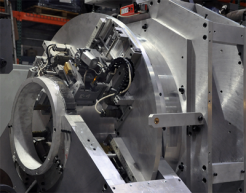
 Some weldline cracks, such as this one shown above, may be detected by both eddy current and ultrasonic equipment.
Some weldline cracks, such as this one shown above, may be detected by both eddy current and ultrasonic equipment. Factors
that influence system selection include the capabilities and
limitations of each technology, as well as the diameter, wall thickness,
tube condition, and throughput speed of the product under test. Where
the test is applied in the manufacturing cycle also influences the
choice of method and apparatus. This can range from tests limited to the
heat affected zone on the weld mill with perhaps an in-line anneal, to
full body inspection of cut lengths after drawing and annealing or other
heat treating. Each test method has inherent capabilities and
limitations that are different.
Factors
that influence system selection include the capabilities and
limitations of each technology, as well as the diameter, wall thickness,
tube condition, and throughput speed of the product under test. Where
the test is applied in the manufacturing cycle also influences the
choice of method and apparatus. This can range from tests limited to the
heat affected zone on the weld mill with perhaps an in-line anneal, to
full body inspection of cut lengths after drawing and annealing or other
heat treating. Each test method has inherent capabilities and
limitations that are different.