The MAC Solution
- Fulfills API 5CT & 5L
- Detects ID & OD longitudinal and transverse notches down to 5% of the tube wall
- Detects lamination 6.2mm FBH
- Measures wall thickness
- Innovative Automated
Pitch Control
- Unique end plug cone follows unstraight tube ends
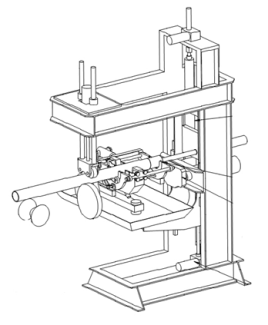
All NDT test methods have some limitation in regard to testing to the very end of a tube. These “untested
ends” must be cut off, resulting in a substantial loss of product and revenue, or the manufacturer needs to
develop a method to test these ends to meet the tube integrity requirement. Some industries require that the
end be tested to a higher level of integrity because it is being expanded, threaded, or welded in the field,
and end integrity is critical to the tube performance. MAC’s new UT End Tester provides a solution to this
problem.
MAC’s Echomac FD-5 electronics provide the
critical software for controlling the transducers
and receiving, adjusting, analyzing, and
reporting the test results.
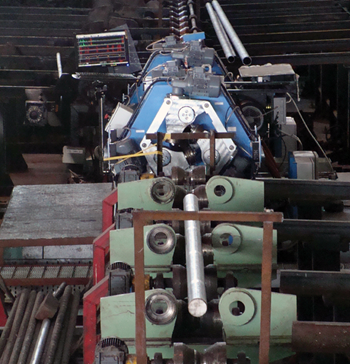
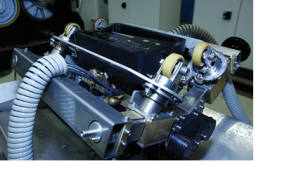
The Echomac® UT End Tester consists of two
independent, identical test stations designed to
inspect the untested portion of a tube end.
Generally this portion would range between 250
and 500mm from the tube end, depending on the
application.
DOWNLOAD Pdf





 Some weldline cracks, such as this one shown above, may be detected by both eddy current and ultrasonic equipment.
Some weldline cracks, such as this one shown above, may be detected by both eddy current and ultrasonic equipment. Factors
that influence system selection include the capabilities and
limitations of each technology, as well as the diameter, wall thickness,
tube condition, and throughput speed of the product under test. Where
the test is applied in the manufacturing cycle also influences the
choice of method and apparatus. This can range from tests limited to the
heat affected zone on the weld mill with perhaps an in-line anneal, to
full body inspection of cut lengths after drawing and annealing or other
heat treating. Each test method has inherent capabilities and
limitations that are different.
Factors
that influence system selection include the capabilities and
limitations of each technology, as well as the diameter, wall thickness,
tube condition, and throughput speed of the product under test. Where
the test is applied in the manufacturing cycle also influences the
choice of method and apparatus. This can range from tests limited to the
heat affected zone on the weld mill with perhaps an in-line anneal, to
full body inspection of cut lengths after drawing and annealing or other
heat treating. Each test method has inherent capabilities and
limitations that are different.